涡流芙蓉纺纱线的研制
刘俊芳 刘艳斌 宋兆义
(德州华源生态科技有限公司)
摘要:针对涡流纺包芯纱线包缠不严的缺点,将有色长丝与涡流纺包芯技术完美结合,创新地开发了具有天然的立体效果和质感的“涡流芙蓉纺纱线”,通过相关的设备改造、工艺优化,使有色包芯长丝自然均匀裸露,形成天然色纺纱,具有低碳、环保、节能等特色,扩展涡流纺的发展空间,满足市场需求。
关键词: 包芯纱 有色长丝 张力调节 导丝调节器 导丝架 张力喂入比
0 前言
一个偶然的机会,我们为一家客户生产一款由75D黑色涤纶长丝做芯纱,棉纤维做外包纤维的21支涡流纺包芯纱线。生产中发现,由于芯纱为黑色,外包纤维为棉本色,黑色芯纱在纱线外隐约可见,整体纱线呈现灰色,通过反复调整仍然无法包严,再加上客户提供的芯丝表面特别光滑,外包短纤易在长丝外滑脱,使长丝外漏在纱线上形成泡泡状纱疵(见图1):
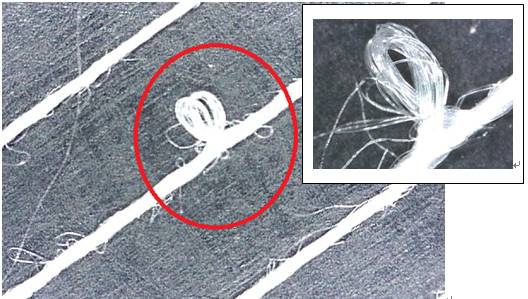
图1:泡泡纱疵点
针对涡流纺包芯纱无法完全包严的现象,我们从喷气涡流纺的成纱原理着手进行分析:喷气涡流纺是气流加捻,在成纱形式上属于自由端纺纱,除中间少数纤维伸直平行外,其余都是包覆纤维,包覆纤维在气流场中的活动范围大、纤维受力复杂,包覆效果难以控制。
涡流芙蓉纺纱技术的研究和产品开发是建立在涡流纺包芯纱的基础上,摒弃包芯纱要求包覆严实的传统特点,经过风格确立、原料优选、目标实验和工艺优化等一系列的开发步骤,最终开发形成了有色涤纶长丝在成纱中均匀裸露、花式独特、色彩自然的涡流纺包芯纱新品。该种纱线,无需染色即可达到有色效果,具备了色纺纱的部分优势,符合现在纺织业界对低碳、环保、节能产品的需求。
1 涡流芙蓉纺纱线技术原理
1.1以涡流纺包芯纱技术为基础
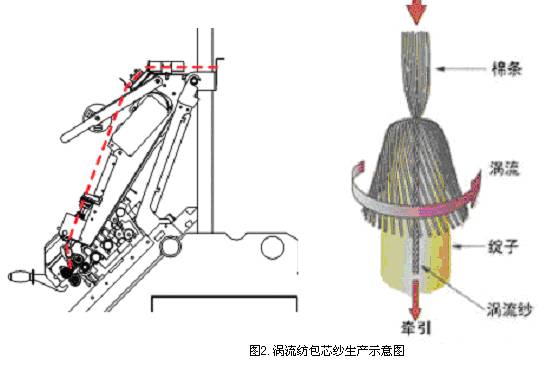
喷气涡流纺生产包芯纱是将长丝从机后制作的长丝架子上引出来,通过涡流纺的长丝喂入张力装置对长丝喂入张力进行控制和稳定,经导丝装置喂入前钳口,与外包短纤维一同在纺纱段(针座-喷嘴-纺锭)进行包缠加捻成纱。外包纤维则以螺旋状包覆在长丝上形成包芯纱(见图2):
1.2 包芯纱长丝采用有色长丝
在涡流芙蓉纺开发中,使用有色涤纶长丝作为芯丝,由于包芯纱不能完全包严,成纱具有均匀裸露的彩色立体效果。将涡流纺包芯纱技术在原来的皮芯认识上加以深化,视其为不同素材组合的一种方式,使涡流纺包芯纱向色彩和花式这两种体现差别化的要素靠近。在此次开发中,我们选择了紫色、黑色、米黄色三种有色涤纶长丝为芯纱进行开发。
2.涡流芙蓉纺纱线的技术研究
2.1选用长丝特点
涤纶DTY网络丝在始纺段长丝插入中,由于有网络结点,在始纺段插入长丝时,长丝不容易被长丝喂入装置的气流吹散,始纺段接头成功率高;涤纶FDY全拉伸丝一般没有网络结点,在始纺段插入长丝时,长丝喂入装置的气流很容易将长丝吹散,散开的长丝与外包短纤维在主牵伸区开始扭缠,并堵在针座与纺锭处,造成始纺接头失败,因此我们首选涤纶DTY网络丝。
2.2选用长丝的卷装
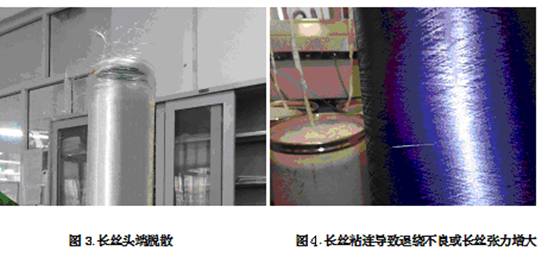
长丝卷装的选择在涡流芙蓉纺纱线开发中非常重要。长丝卷绕角度越小,卷绕密度越大,长丝的前、后圈之间就越容易粘连,在高速退绕中就很容易脱圈或造成长丝退绕张力意外增大,一方面,长丝退绕张力意外增大,导致长丝喂入张力随之增大,在纺纱段长丝张力也随之增大,造成外包纤维包缠松散,极易脱落(见图3),另一方面因为粘连导致长丝喂入中断,造成断头增加,影响生产效率(见图4);因此纺制涡流芙蓉纺纱线要求长丝的卷绕角度必须为12度以上的卷装。我们日常见到宝塔型卷装、圆饼型卷装均不适合涡流芙蓉纺使用:宝塔型卷装的卷绕角度很小,类似于粗纱的卷装形式,退绕中脱圈、粘连十分严重,几乎无法生产;圆饼型卷装由于卷装高度小、卷装直径大,退绕中气圈大,和相邻锭位的长丝在退绕中相互干扰,容易扭缠。因此,我们选定了卷绕角度大、直径小、适合高速退绕的圆柱状卷绕的长丝。
2.3改造导丝架
长丝的顺畅退绕是提高始纺段芯丝喂入成功率和正常生产的前提,也是稳定喂入张力,稳定产品质量的前提,我们对导丝架进行了改造:适合柱状芯丝退绕的导丝架图(见图5),适合内径较大卷装的圆柱状状芯丝退绕的导丝架(见图6)。


图5.适合柱状芯丝退绕的导丝架 图6.适合饼状芯丝退绕的导丝架
2.4 导丝器位置的调节
导丝器位置的调节是通过牵伸装置导丝器位置的调节与导丝器对接位置调节来完成的。首先要调节好导丝器对接位置,使芯丝顺利喷入到牵伸装置导丝器中,要求陶瓷弯管与导丝仪的相对位置为2mm并正对导丝仪中心。完成导丝器对接位置的调整后,要重点调节牵伸装置导丝器,牵伸装置导丝器的位置调节是保证始纺段芯丝喂入成功率的关键,首先要调整导丝仪的角度,使芯丝在靠近上皮圈的位置喂入,避免芯丝喷到前皮辊造成缠前皮辊现象,又不能因为离上皮圈太近而造成芯丝在上皮圈处拥堵,调节不良导致的芯丝缠前皮辊(见图7);然后调整导丝仪的左右位置,使芯丝位置位于针座中心偏左1-2mm; 牵伸装置导丝器位置调整示意图(见图8);导丝器对接位置调整示意图(见图9)

图7.调节不良导致芯丝缠前皮辊
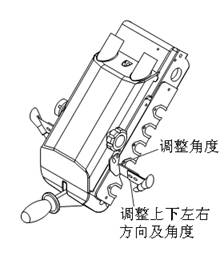
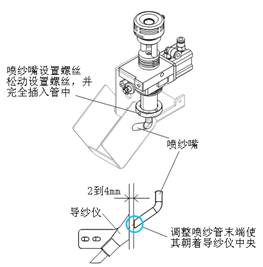
图8.牵伸装置导丝器位置调整示意图 图9.导丝器对接位置调整示意图
2.5 长丝喂入张力的研究
长丝的喂入张力较高,长丝不容易移动,会使得长丝更容易位于纱线的中心,从而获得较高的包覆率。但是,长丝的喂入张力太高会使得外层纤维很难包覆在长丝上,从而纱线的包覆率反而低了,一般要根据长丝的性质和外包纤维的细度选择合适的张力,因此选择合适的喂入张力十分关键。
长丝从机后的长丝架上退绕下来,经过长丝喂入装置(见图10),通过张力调节器(见图11)对喂入张力进行控制,使长丝的喂入张力稳定,稳定适当的喂入张力是生产高品质涡流芙蓉纺纱线的前提。
根据我们的调试,将圆盘张力调节器的砝码数确定为两个柱子上各加1个厚张力砝码,张力控制杆调至从下往上第5个孔,对减少长丝喂入张力的波动最为有利。
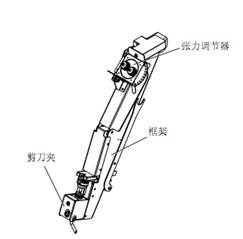
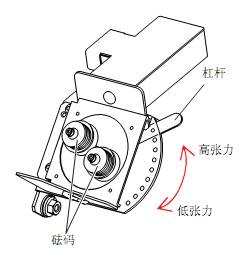
图10.长丝喂入装置 图11.长丝喂入张力调节器
2.6 纺纱段张力喂入比的工艺选择
喂入比是输出罗拉与前罗拉线速度的比值,是涡流纺纺纱的重要工艺参数,一般纺包芯纱时喂入比选择0.96,如果长丝暴露太多,可以提高喂入比。如果喂入比过小,长丝在纺纱段的张力就会很小,导致长丝外露很多;如果喂入比太高,纺纱段的张力大,长丝可以保持在外层纤维的中心,但是外层纤维的包覆牢度不够,很容易脱落。在本产品的开发中,选择喂入比为0.93、0.94、0.95、0.96、0.97五个参数进行试验探索(见表1:喂入比对包芯纱成纱质量及可纺性的探索)。
在喂入比工艺的试验探索中,我们通过可纺性和包缠牢度、包缠外观效果来进行综合判断,可纺性是保证正常生产的前提。
表1. 喂入比对包芯纱成纱质量及可纺性的探索

通过表1可以看出,当喂入比越小时,纺纱段张力就越小,即芯丝在纺纱段松弛的程度就越大,外包短纤维的包缠牢度就越大,但由于芯丝张力太小了,使得芯丝在成纱后也处于松弛和弯曲状态,成纱表面出现泡泡纱现象,而随着喂入比的增大,纺纱段张力逐渐增大,这种现象得到改善,但由于芯丝张力增大了,外包短纤维就不容易包缠紧了,很容易脱落,造成包缠牢度的恶化。从上表可以看出,喂入比选择0.95时,可纺性、包缠牢度、包缠外观效果均比较理想。
3 纱线风格实验研究
3.1纺纱速度对包缠效果的影响
选择外包纤维比例为70%时,纺纱速度对芯丝裸露的影响,本实验选择了纺纱速度:300m/min、340m/min、380m/min、420m/min、450m/min,纺纱速度对芯丝裸露的显微镜图片(见图12)。
图12.纺纱速度对芯丝裸露的显微镜图片
从图12可以看出,外包纤维比例为70%时,纺纱速度越低,芯丝裸露越少、包缠越紧密,随着纺纱速度的增高,芯丝裸露增多、包缠纤维松散。
3.2包缠牢度的检验
包覆的牢度是将涡流芙蓉纺纱线在涡流纺纱线耐磨度仪(见图13)上沿着纱线轴向来回摩擦,观察外包纤维的脱落情况,评判标准见表2。
表2 包覆牢度级别
|
往复次数
|
级别
|
|
20次及以下
|
D
|
|
21-30次
|
C
|
|
31-50次
|
B
|
|
51次及以上
|
A
|

图13 涡流纺耐磨度仪
3.2.1 纺纱速度对包缠牢度的影响
选择外包纤维比例为70%时,改变纺纱速度,研究纺纱速度与包缠牢度的关系(见图14)。
3.2.2 芯丝比例对包缠牢度的影响
纱支:30英支
熟条:兰精粘胶 1.3dtex×38mm,定量12g/5m和9g/5m两种定量
纺纱速度340m/min固定不变,芯纱分别使用90D-30D长丝,研究外包纤维比例上升对包缠牢度的影响。在试验中发现,外包纤维比例低于50%无法成纱,因此本实验研究了外包纤维比例为50—80%时外包纤维比例与包缠牢度的关系(见图15)。
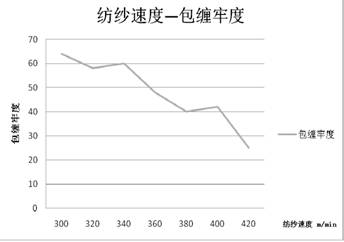
图14 纺纱速度与包缠牢度 图15外包纤维比例与包缠牢度
由图14可以看出,纺纱速度与包缠牢度呈反比关系,纺纱速度越高,外包纤维的包缠牢度越小,纤维在沿轴向摩擦时容易脱落,这是因为纺纱速度越高,生产单位长度纱线时,纤维在喷嘴室内接受涡流加捻的时间越少,纤维包缠强度就小,从变化曲线上看当车速在340m/min提至380m/min时包缠牢度急剧恶化,统筹产量及效率,车速在320m/min-340m/min之间较为合理。
从图15可以看出,外包短纤维的比例与包缠牢度呈正比例递增,当外包短纤维比例达到60%时,耐磨度试验中的往复次数达到50次以上,达到耐磨度A级水平。
4 新纤维原料对纱线手感的改善
在涡流芙蓉纺纱线的研发中,选择了集Modal的柔软、天丝的强力为一体的Pro Modal和具有柔软、亲肤、红外保健功能的柔丝蛋白纤维和兰精粘胶为外包短纤维,作为外包短纤维对成纱手感进行改善。其中,柔丝蛋白纤维是一种植物蛋白改性的纤维素纤维,其本质为植物蛋白质和纤维素,其纤维光泽亮丽柔和、吸放湿性良好、柔软性好。柔丝蛋白为我司注册商标“靓柔丝”素材之一。两大亮丽的新型纤维的加入,赋予了纱线更加优异的性能,改善了纱线的手感,成纱强力好,织物柔软舒适,具有亲肤效果。
5 总结
本次涡流芙蓉纺纱线的产品开发,打破了包芯纱芯丝不外漏的传统品质要求,使包芯纱芯丝一改常规地均匀裸露,形成一种新的产品特色;采用了有色涤纶长丝作为芯丝,成纱具有了一种天然的、立体的色彩效果,不需要染色即可达到服用要求,具有低碳、环保、节能的特点,是华源公司坚持可持续发展理念,履行企业社会职责的体现。
 公安备案号:11010502039965
公安备案号:11010502039965