青岛东佳纺机集团有限公司
杨效慧 纪合聚
摘要:简要介绍了近几年发展的半精纺工艺特点,重点介绍了该工艺流程中梳理成套设备的组成特点和结构创新性能。该套设备可组合成十几种工艺流程供用户选择使用。主要设备有合毛机、自动混料机、风机、棉箱、梳理制条机等。最后简要介绍了几种其他形式半精纺改造单元机,特别是最新研制的罗拉盖板结合式梳理机。
关键词:组合式 半精纺 梳理 制条
半精纺工艺是介于精纺和粗纺之间的一种工艺创新。它在国内已兴起多年,由于它填补了粗梳毛纺用短纤维不能纺较高纱支,精梳毛纺纺高支纱而不能使用短纤维的空档才走俏市场。现在其产品不单是毛纺和棉纺,已发展到丝类、麻类等混纺色纱的生产,一般采用毛纺、棉纺、绢纺相结合的工艺路线。
半精纺工艺实际上也是用多元化纤维纺纱的一个创新。它打破了棉纺、毛纺、麻纺、绢纺在原料应用上的单一性和局限性,规避了单一原料纤维本身的缺陷。半精纺纺纱可以运用天然纤维素纤维、天然蛋白质纤维、再生纤维素纤维、再生蛋白质纤维、细旦化学纤维、复合纤维及功能性纤维、进行任意配比的混纺。在纤维的长度上,可以纺制16毫米以上,76毫米以下的任何纤维,在纤维的细度上,可以纺制0.5-6dtex之间的任何纤维。
半精纺的工艺流程大致相同,主要为棉纺设备与毛纺设备有机的结合,但因原料的品种和纺纱支数的不同,因而在设备的选型和配置等方面有一定的区别。
半精纺的生产与传统的大批量生产有很大的区别,其主要特点:
1、批量小,翻批多。2、色泽多样,对环境、机台卫生要求高。3、原料成分杂,工艺更改频繁。4、档次高,车速底。各企业都是针对自己市场的需要应运而生。市场变化了,品种的格局也随着而变。今年主要仿制毛类产品,明年很可能主要仿制丝类产品。因此半精纺生产工艺的配置须打破传统思路,其设备兼顾各种性能原料的加工及多品种工艺的需要进行合理配置。要充分体现工艺更改的实用性,灵活性等特点。
原料性能、产品风格决定了半精纺工艺路线。一般工艺路线如下:
和毛机—开松机—自动喂毛机—梳理机—并条(2-4道)--粗纱—环锭—细纱—络筒电清—并纱倍捻—络筒—成品—打包
清钢联--并条(2-4道)--气流纺—络筒电清—并纱倍捻—络筒—成品—打包
为了满足不同用户需要,改善生条的不匀率,提高生条的质量和产量,我们设计了系列组合式半精纺梳理制条成套设备。
一、成套设备的组成特点
该成套设备是一种新的半精纺梳理制条联合设备,它不同于一般的半精纺梳理设备,改变了原料喂入方式,其工艺流程是:和毛机→自动混料机→风机→棉箱→梳理制条机。生产用短纤维经和毛开松加油后喂入混料机进行混和开松,后经输棉风机把原料平均分配至各棉箱的上棉箱,经棉箱的喂入、开松辊的开松,细小均匀的筵棉层被均匀连续地输送给梳理制条机,最后制成一定克重的生条有规律地圈入条筒内,供后道工序使用。其设备的选型和配置与纺制的原料有很大差别。该设备适合棉麻丝毛等各种短纤维的纯纺和混纺,可配置2-4台棉箱和梳理制条机,对输棉压力的控制要求非常高,采用的是不同于棉纺清梳联系统的简易半精纺工艺流程。
总的工艺路线如下:

 B261A和毛机1台 A006E自动混料机1台
B261A和毛机1台 A006E自动混料机1台
或圆盘抓棉机1台 → 或GL100给料机1台 →输棉风机1台
 FA179D棉箱2~4台 FA204K梳理制条机2~4台
FA179D棉箱2~4台 FA204K梳理制条机2~4台
→ 或FA179S棉箱2~4台 → 或FA206B梳理制条机2~4台
根据产量和原料的不同,用户可灵活选用各单元机,组合出多种配置型式,其中基本型为: B261A和毛机1台→ A006E自动混料机1台 → 输棉风机1台 → FA179D棉箱2台 → FA204K梳理制条机2台。若用户要做批量较大的订单,可选用和毛机1台、自动混料机1台,棉箱2~4台,梳理制条机2~4台;选择棉箱最大的区别就在于FA179S棉箱更适合于纺羊绒及羊绒混纺等高档纱支,因为它的喂入方式决定了对纤维的损伤比较小;而FA206B梳理制条机则属于高速高产梳理设备,适于产量要求较高的配置,其流程中也可配置自动抓棉机。
二 各单元机主要部件结构创新概述

B261A和毛机
 本机由喂毛帘、喂毛辊、锡林、工作辊、剥毛辊、道夫、机架等组成。道夫圆周装有六排角钉及三条皮翼,以剥取和清洁锡林角钉上的纤维,并利用道夫自身高速回转所产生的风力将纤维送入机外。
本机由喂毛帘、喂毛辊、锡林、工作辊、剥毛辊、道夫、机架等组成。道夫圆周装有六排角钉及三条皮翼,以剥取和清洁锡林角钉上的纤维,并利用道夫自身高速回转所产生的风力将纤维送入机外。
A006E自动混料机
该机主要由混棉组件与U形打手构成。混棉组件由输棉帘、压棉帘、角钉帘、均棉罗拉等部件组成。混料机的斜帘和平帘均设计为变频调速。以适用原料品种变化。
GL100给料机
GL100给料机是一种自动喂料系统。
 该机主要由底平帘、斜钉帘、均毛辊、 永久磁铁装置、剥毛辊、容积箱等组成。该机斜帘采用变频调速控制,斜帘与平帘传动采用获专利的步进减速装置。
该机主要由底平帘、斜钉帘、均毛辊、 永久磁铁装置、剥毛辊、容积箱等组成。该机斜帘采用变频调速控制,斜帘与平帘传动采用获专利的步进减速装置。
FA179D棉箱
该机是为配套该成套设备而专门设计的一种连续
 自动喂棉装置,它能根据输棉管道及下棉箱的压力 变化控制喂棉量,
自动喂棉装置,它能根据输棉管道及下棉箱的压力 变化控制喂棉量,
该机主要由配棉头、上棉箱、给绒罗拉、给绒板、开松辊、下棉箱、振动板、空气静压箱、输出罗拉、导棉板等组成。
输棉风机变频调速,给绒罗拉与给绒板夹持并顺向喂入, 振动板在凸轮轴的作用下有规律的振动,其中振动轴的偏心量设计为可调节的,可以根据产量或原料不同调节振幅。
下棉箱中的压力经压力传感器检测,压力传感器将信号送给变频器,变频器经过内部PID计算,控制给棉电机运转,保证棉箱输出较为恒定的筵棉定量。
FA179S棉箱
FA179S棉箱与FA179D棉箱的工作原理基本相同,不同之处是二者的原料喂入方式不同,FA179S棉箱中的原料是由一对喂入辊夹持顺向积极喂入的,纤维受到开松辊的分梳力较给棉罗拉、给棉板喂入方式会相对柔和,纤维损伤轻。
FA204K梳理制条机
包括主梳理部分、道夫剥取部分和圈条部分。
主梳理部分主要由给棉板、给棉罗拉、刺辊、除尘刀、锡林、盖板、漏底等零部件组成。该机
主要创新点有:喂入罗拉为螺旋式结构;道夫和给棉罗拉变频调速;配有前四后二固定盖板和棉网清洁器;设计倾斜式三罗拉机构,不宜掉网;设计了阶梯式出条大压辊,出条紧凑。
FA206B梳理制条机
FA206B与FA204K梳理机作用及工作原理基本相同。其主要创新点有:
1、 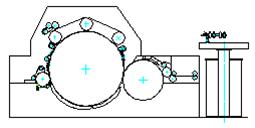 给棉罗拉与给棉板间设有金属物探测,能防止金属物进入梳理区,起到保护针布的作用。给棉罗拉表面为棱形花纹结构,直径为φ100mm。给棉罗拉速度可变频调整。
给棉罗拉与给棉板间设有金属物探测,能防止金属物进入梳理区,起到保护针布的作用。给棉罗拉表面为棱形花纹结构,直径为φ100mm。给棉罗拉速度可变频调整。
2、
刺辊包覆金属针布,其下方的机架上装有除尘刀、分梳板、小漏底、落杂吸罩等组件,以增强预分梳和除杂的能力。它与锡林之间的隔距可调节。
3、 大锡林为整体式结构(堵头与锡林一体),精度高,不变形,稳定性好,运行速度可变频调整。
4、 在锡林圆周上分别装有前四后七固定盖板及前一后一棉网清洁器;固定盖板和棉网清洁器中的除尘刀可单独调节与锡林之间的隔距;锡林速度可变频调整;盖板反转增强分梳。
5、 道夫速度可变频调整。
6、 剥棉装置为倾斜三罗拉形式。剥棉装置前为输出棉条部分,由弧形反转式集束器、大压辊座等组成。棉条生头时和生头后由气缸控制上下翻转至工作位置。
7、 圈条器为上、下传动的大圈条型式,导棉管为螺旋曲线形,有利于出条顺畅。
全机设多吸点集中连续吸落棉,单台风量3500 m3/h,机上吸和机下车肚吸口吸收的落棉及杂质通过风道由机处连续吸落棉系统吸走。风道压力由微差压控制器控制。
三、成套设备的创新点
设计开发的FB系列半精纺梳理制条成套设备主要有以下几项新技术:
2.1 采用组合式结构,根据用户原料情况和批量大小可任意选择几种单元机进行有机组合,以满足不同客户的要求。
2.2 在混棉机斜钉帘钉针的设计上由原来的直针设计为L型弯针,使钉针不易脱落,保持了帘子的正常工作。
2.3 用微差压传感技术。整个系统在运转过程中受到微差压传感器的控制。输送原料管道、滤尘管道通过传感器连续监测,通过气、电转换信号,控制整个系统的正常运行。
2.4 大量采用变频调速技术,以便于工艺调整。流程中的主要工艺部件:喂给机或混棉机的平帘速度、斜帘速度、输棉风机风速、棉箱喂入辊、梳理机锡林和道夫的传动均采用变频调速,便于工艺调整,提高整个流程的适应性。
2.5 采用自调匀整技术。自调匀整系统有效改善了条干的不匀率。位移传感器监测梳理机给棉罗拉与给棉板之间喂入棉层的厚度变化以控制给棉罗拉的转速,运算时间快,信号反馈及时,保证了输出条干的不匀率要求。
2.6 采用新型针布即多功能针布。由于半精纺的原料范围广,包括棉、麻、丝、毛等天然纤维、再生纤维和化学纤维。新型针布在设计上兼顾了多种原料的特性,在针布的角度、高度等参数上能够满足不同原料的梳理工艺要求,保证高速、高产、优质。
2.7 采用大直径棱形花纹给棉罗拉或螺旋槽式给棉罗拉,保证了喂入的均匀性和良好的纤维握持能力。该结构已获国家实用新型专利。
四、其他几种形式的半精纺梳理机
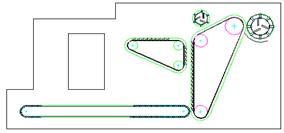
1 粗纺梳毛机改造型:见图(一)其主要结构组成如下:
称重式自动喂毛机——一对喂入罗拉——开毛辊——开毛胸锡林(三对工作辊)——转移辊——主锡林(五对工作剥毛辊和一个风轮)——道夫——斩刀——圈条器
该机机幅1550毫米,出条速度最高50米/分,该设备使用弹性针布梳理,对纤维损伤很轻。特别适合于羊绒含量较高的半精纺梳理,且出条均匀,梳理充分。
 该机主要特点是自动喂毛机为机械称重或电子称重,斜帘变频调速。喂入辊设计为一对针布罗拉握持喂入,经过刺辊开松后转移到胸锡林上,在胸锡林上布置了三对工作辊,工作辊与胸锡林均包覆金属针布。原料经开松后再经转移辊被大锡林剥取,大锡林上布置了五对工作辊和一个风轮,均包覆弹性针布,以减少纤维损伤。后经道夫转移斩刀剥取,经过大压辊后进入圈条器圈条成筒。传动采用一个电机带动梳理成条部分,同步性能好。自动喂毛机单独电机传动。
该机主要特点是自动喂毛机为机械称重或电子称重,斜帘变频调速。喂入辊设计为一对针布罗拉握持喂入,经过刺辊开松后转移到胸锡林上,在胸锡林上布置了三对工作辊,工作辊与胸锡林均包覆金属针布。原料经开松后再经转移辊被大锡林剥取,大锡林上布置了五对工作辊和一个风轮,均包覆弹性针布,以减少纤维损伤。后经道夫转移斩刀剥取,经过大压辊后进入圈条器圈条成筒。传动采用一个电机带动梳理成条部分,同步性能好。自动喂毛机单独电机传动。
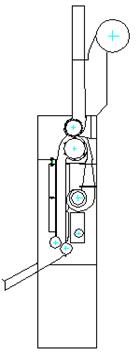
2 中小批量梳理机型式
FB219羊绒制条机。自动喂毛机配有三种形式,称重式、容积式、称重容积式。称重式又分为机械称重和电子称重——梳棉机配置两种喂入方式。一是给棉板给棉罗拉喂入式,二是两对罗拉齿条喂入式。共可组合成八种梳理机形式。自动喂毛机斜钉帘均采用变频技术,适用机械二次称重和电子无级称重。启动停止平稳,减速平和,减少冲击,消除每斗不匀量,使条干更趋均匀。设计的“喂毛机用挡毛板机构”获国家实用新型专利。该机构能提供一种噪音低、寿命长、精度较高的喂毛机用挡毛板。其动力源为汽缸,由电磁换向阀控制开闭。它能在瞬间打开或关闭挡毛板。当喂毛时打开挡毛板,喂毛结束时迅速关闭挡毛板,以便挡住喂毛过程上部下落的多余毛量,防止多余毛量落入下部的盛毛斗中,以求保证喂毛称重精度。斜钉帘上方安装磁铁装置,用来吸附原料中的金属物,保护针布不受损伤。电子称重喂毛不匀率可达1.5%以下。
容积式自动喂毛机的容积箱由光电控制原料高度,当原料达到设定高度时,光电控制斜帘延时后停止转动,当原料下降到光电高度时,斜帘重新启动。容积箱的容积大小可调整有机玻璃档板。压毛辊的中心距可调节以使输出原料厚度变化。
称重容积式自动喂毛机是先进行称重后再落入容积箱,使原料可连续喂入。容积箱的容积大小可调整有机玻璃挡板。喂入输送平帘上设计了一个压毛辊。使原料进入梳理机时较平整均匀。FB219主机锡林道夫变频调速;配置前三后二固定盖板,电器控制配有参数仪可调整和检测有关参数。
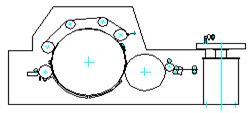
3、罗拉与盖板联合式半精纺梳理机
其基本型为:双联自动喂毛机→罗拉梳理机→盖板梳理机→自动换筒圈条器。其主要作用是用于加工混纺纤维;将前道工序送来的均匀混合原料进行开松除杂。并在此过程中除掉杂质和短绒,然后集束成一定规格的毛条,储存于条筒内,供并条工序使用。我们在该机设计过程中,充分利用已有的先进成熟技术,使设备的技术性能更加先进。主要是梳理充分,降低短绒避免后道起毛起球。

3.1、 设计了梳针式刺辊部分
3.1.1、主要组成:刺辊表面排列有一定密度的梳针,改变了通常针布包卷式结构。
3.1.2、主要作用是:将纤维进行开松、转移到大锡林上。采用梳针式最大限度地降低纤维损伤。
3.2、 盖板梳理机
3.2.1、梳理要充分,短绒要除掉。活动盖板设计为总84根,工作盖板30根。前四后四固定盖板和前一后一棉网清洁器。

3.2.2、盖板支撑全部由滑动轴承改用滚针轴承传动
3.2.3、自配吸风装置,以除掉短绒和杂质。


3.2.4、出条压辊部分,采用了一对阶梯压辊,出条夹紧效果好,并设有断条自停装置。
3.2.5、全机传动主要采用同步带和平皮带传动,传动平稳噪声小。

3.2.6、钢板卷制的锡林、道夫,壁厚均匀,平衡好,启停迅速。
3.3 圈条器部分:设计为大圈条斜管,不易堵塞,圈条排列整齐。圈条器噪音小,运转灵活,三工位自动换筒。

3.4技术指标
3.4.1、 适用原料 棉、毛、丝、麻、天然纤维和化学纤维
3.4.2、 机器幅宽 1020mm
3.4.3、 喂入方式 双联容积振动式
3.4.4 开毛锡林直径 φ800mm
3.4.5、 主锡林直径 φ1290mm(含针布)
3.4.6、 主锡林速度 330r/min(变频调速)
2.7、 道夫直径 φ706mm(含针布)
3.4.8、 回转盖板根数(工作盖板/盖板总数):30/84
3.4.9、 吸风量 1500m3/h
3.4.10、剥取形式 三罗拉剥取皮圈导棉
3.4.11、棉条定量 4-8克/米
3.4.12、产量 20-45千克/小时
3.4.13、适用条筒: φ600x1100
五、应用情况
该成套设备适用原料范围较广,自动化程度高,制成的生条条干清晰、均匀,是一种适合于中小批量生产的高档半精纺梳理制条设备,可提高用户的生产效率和产品质量,因此该套设备具有较好的市场发展前景。该机试制成功后已销往江苏、张家港、黑龙江、大庆、山东潍坊、烟台、禹城等国内多家用户使用,而且已出口越南。特别是罗拉与盖板结合式半精纺梳理机纤维损伤相对较轻,出条短绒少。其纤维平均损伤程度一般在2毫米左右 ,主锡林采用合理的速度,对于丝光羊毛可近乎零损伤,以下是用户的几组实测数据。
80S丝光羊毛
|
|
和毛后长度
|
原梳棉机梳理下机长度
|
新梳理机梳理下机长度
|
备注
|
|
平均长度
|
36.19
|
35.67
|
37.55
|
同一锡林速度不同机型
|
|
长度离散%
|
58.25
|
54.85
|
53.17
|
刺辊梳针辊
|
|
短绒率%
|
7.63
|
7.79
|
6.52
|
米色100S澳毛/兔绒 比例50/50
|
|
和毛后长度
|
新梳理机下机长度(主锡林250rpm)
|
新梳理机下机长度(主锡林210rpm)
|
备注
|
|
平均长度
|
35.7
|
33.74
|
30.88
|
同机不同速度
|
|
长度离散%
|
49.5
|
50.43
|
55.17
|
刺辊梳针辊
|
|
短绒率%
|
9.1
|
10.31
|
11.34
|
100S丝光毛/羊绒 比例70/30
|
|
和毛后长度
|
新梳理机梳理下机长度(主锡林250rpm)
|
新梳理机梳理下机长度(主锡林200rpm)
|
备注
|
|
平均长度
|
36.73
|
33.59
|
36.73
|
同一机型不同锡林速度
|
|
长度离散%
|
61.01
|
60.61
|
59.52
|
刺辊梳针辊
|
|
短绒率%
|
7.67
|
10.96
|
9.16
|
80S丝光毛/真丝 比例90/10
|
|
和毛后长度
|
新梳理机梳理下机长度(主锡林210rpm)
|
新梳理机梳理下机长度(主锡林250rpm)
|
备注
|
|
平均长度
|
34.52
|
34.56
|
36.00
|
同一机型不同锡林速度,梳针辊
|
|
长度离散%
|
62.68
|
56.95
|
53.01
|
210转时毛粒16粒/克,250转时毛粒21粒/克
|
|
短绒率%
|
7.81
|
7.41
|
7.29
|
 公安备案号:11010502039965
公安备案号:11010502039965