按织物染色的形态和特征分绳状染色机、卷染机、轧卷染色机以及连续轧染机等,后三种均属平幅染色设备。毛织物、针织物等容易变形的织物,大多用松式绳状染色机染色,棉织物多用平幅状染色机。
1、绳状染色机
无喷嘴的俗称拉缸,主要由染槽、圆形或椭圆形花篮滚筒组成,是间歇式染色设备。染色时织物呈松弛弯曲状浸在染浴中,经过导布辊由花篮滚筒提起,再落入染浴中。织物头尾相接,循环运行。织物在染色过程中大部时间以松弛状态浸于染浴中,所受张力较小,浴比一般为20:1~40:1。 因为浴比较大,拉缸现在逐步被淘汰。
20世纪60年代以来,绳状染色机新发展的设备类型有喷射染色机、常温溢流染色机、气流染色机等。喷射染色机是效果较高的间歇式染色设备,织物染色时所受张力较小,适用于多品种小批量的合成纤维织物染色。主要由染槽、喷射器、导布管、热交换器以及循环泵等组成。染色时织物头尾相接,由导布辊将织物从染浴中提起,依靠喷射器喷出的液流带动在导布管中前进,然后落入染槽呈松弛弯曲状浸渍在染浴中并缓慢向前移动,并由导布辊再次提起循环运行。染液由大功率泵驱动,通过热交换器,再经喷射器加速喷出。 浴比一般为5:1~10:1。下面是L型、O型、U型三种类型喷射染色机的动态原理图:
(O型)
(L型)
(U型)

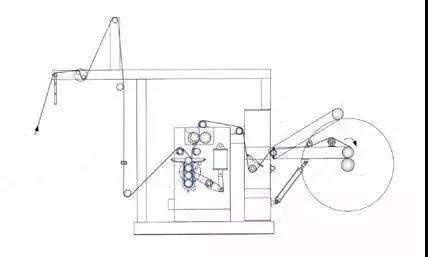
(气流染色机)
2、卷染机
是一种历史较久的平幅染色设备。主要由染槽、卷布辊、导布辊组成,属间歇式染色设备。织物先平幅卷绕在第一只卷布辊上,通过染液后卷绕于另一只卷布辊,当织物即将绕完时,再重新卷绕到原来的卷布辊,每卷绕一次称为一道,如此往复直到上染完毕。浴比一般为3:1~5:1。有些卷染机装有织物张力、调头和运行速度等自动控制设施,可以减小织物张力、减轻工人劳动强度。 下图是卷染机的剖面图。
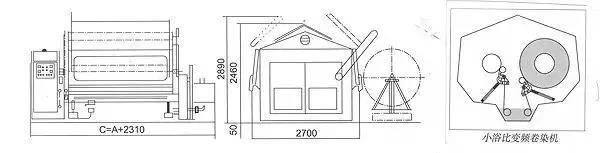
3、轧卷染色机
是一种间歇和连续相结合的平幅染色机。主要由浸轧机和加热保温室等组成。浸轧机由轧车和轧液槽组成。轧车有二辊和三辊两种,轧辊成上下或左右配置,轧辊间的压力可以调节。织物在轧液槽中浸渍染液后受轧辊轧压,染液透入织物内部,多余染液仍流入轧液槽。织物进入保温室在卷布辊上绕成大卷,于湿热条件下缓缓转动堆置一定时间,使染料逐渐对纤维上染。这种设备适合小批量、多品种的平幅染色。现在很多工厂在用的冷轧堆染色用的就是这种染色机,如下图:

4、连续轧染机
是平幅连续染色联合机,生产效率较高,适合于大批量品种的染色设备。主要由浸轧、烘干、汽蒸或焙烘、平洗等单元组成。机台的组合方式决定于染料性质和工艺条件。浸轧常用二辊或三辊轧车,烘干用红外线、热风或烘筒加热,红外线加热温度均匀,但烘干效率较低。烘干后汽蒸或焙烘,使染料充分上染于纤维,最后进行皂煮和水洗。热熔连续轧染联合机适用于分散染料染色。
下面是连续轧染机的流程图:

 公安备案号:11010502039965
公安备案号:11010502039965