以前我们介绍过织物中与纤维有关的疵点,这篇开始我们将关注与纱线相关的疵点,这主要是在纺纱过程中形成的疵点,并解释其成因,而且说明了如何利用实验室仪器检测以及利用在线进行监控,预防这些疵点的措施。所列举的案例主要来自于环锭纺纱工序。
1 疵点描述
在纺纱过程中,不可能一直保持横截面内纤维根数恒定。这样就导致质量的随机变异。只有那些具有持续改善措施的纺纱厂才能将这些随机变异保持在极小的范围内。
这些变异在实验室中通过条干均匀度测试仪测试。这是对纱线条干不匀的测试,也被称作常发性疵点。它们的出现频率如此之高以至于不能从纱线上清除。它们的数量通常是以每1000米的个数给出的。
与常发性纱疵相对的是偶发性纱疵。常发性纱疵和偶发性纱疵的主要区别是, 后者具有更大的质量或直径和长度。因为这些疵点仅仅偶尔出现,它们的数量通常是以每100千米的个数给出。这些疵点可以通过USTER® CLASSIMAT纱疵仪或在自由端转杯纺或络筒机上安装的USTER® QUANTUMCLEARER清纱器来监测。
“纱体”用于更好地理解粗节、细节和棉结。通过描述“纱体”我们可以理解正常纱线和可容忍的、频繁出现的纱线疵点。清纱的原则是沿着纱体清纱,清除会影响织物并且存在于纱体外部的粗细节。
图1显示了USTER® QUANTUM CLEARER检测的纱线疵点的散点图,包括所有的频繁出现的疵点(绿点),并包括了所标识的纱体区域(绿色点线)以及有害纱疵的区域(红点)。纵坐标表示纱线质量的增加和减少,横坐标表示疵点长度,以厘米为单位。
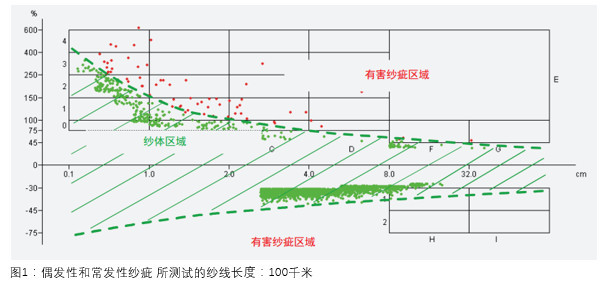
图1中,绿色阴影区域表示纱体,显示出短小的纱线疵点出现的次数更为密集。这是由于相比于具有较低偏差的长疵点而言,按人的视觉来说,与平均值(零轴)相比带有明显质量或直径变异的短纱线疵点影响较小。短小纱疵也更容易发生。如果清纱曲线设置在绿色阴影区域内,清纱器切次数将大幅增加。
有害纱疵在USTER® CLASSIMAT分级矩阵中进行分类。粗节被分为三组:
• N-疵点:0.2厘米到1厘米的粗节
→ 棉结
• S-疵点:1厘米到8厘米的粗节
→ 中等长度的粗节
• L-疵点:大于8厘米的粗节
→长粗节
图2到图4,我们可以看到不同类型偶发性纱疵的图片。
图2显示了飞花纺入疵点,长度范围为8到10毫米,质量增量+600到+700%
图3显示了飞花纺入疵点,长度范围为12到14毫米, 质量增量+450到+550%
图4显示了飞花纺入疵点,长度范围为24到28毫米, 质量增量+600到+700%
这些偶发性粗节中的大部分可以通过在细纱机上采取有效措施而避免。最重要的措施就是在细纱机和周边进行清洁。注意,非周期性的长粗节是在纺纱准备工序(梳棉,并条)中由于纤维聚积导致的。图5显示了最重要的棉型粗节。每类疵点的个数与环锭细纱机的特定区域相关。
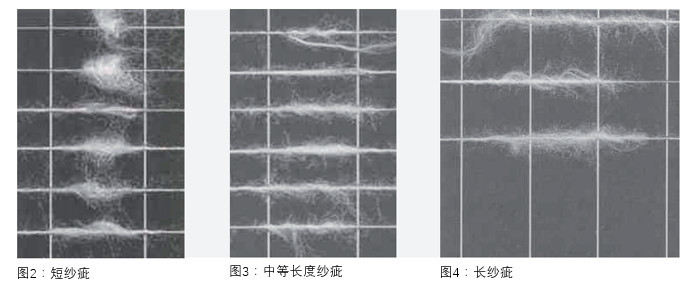
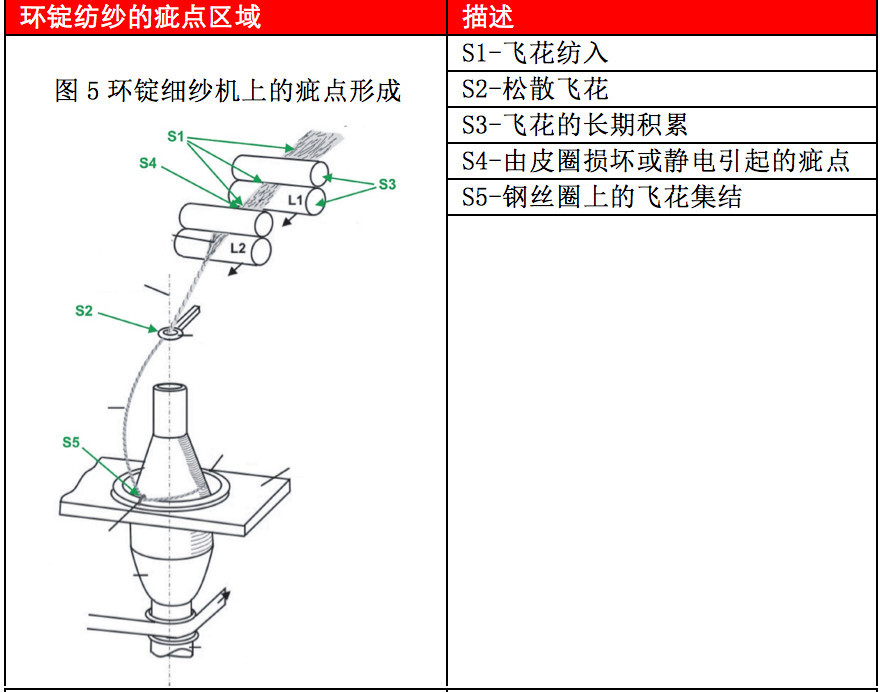
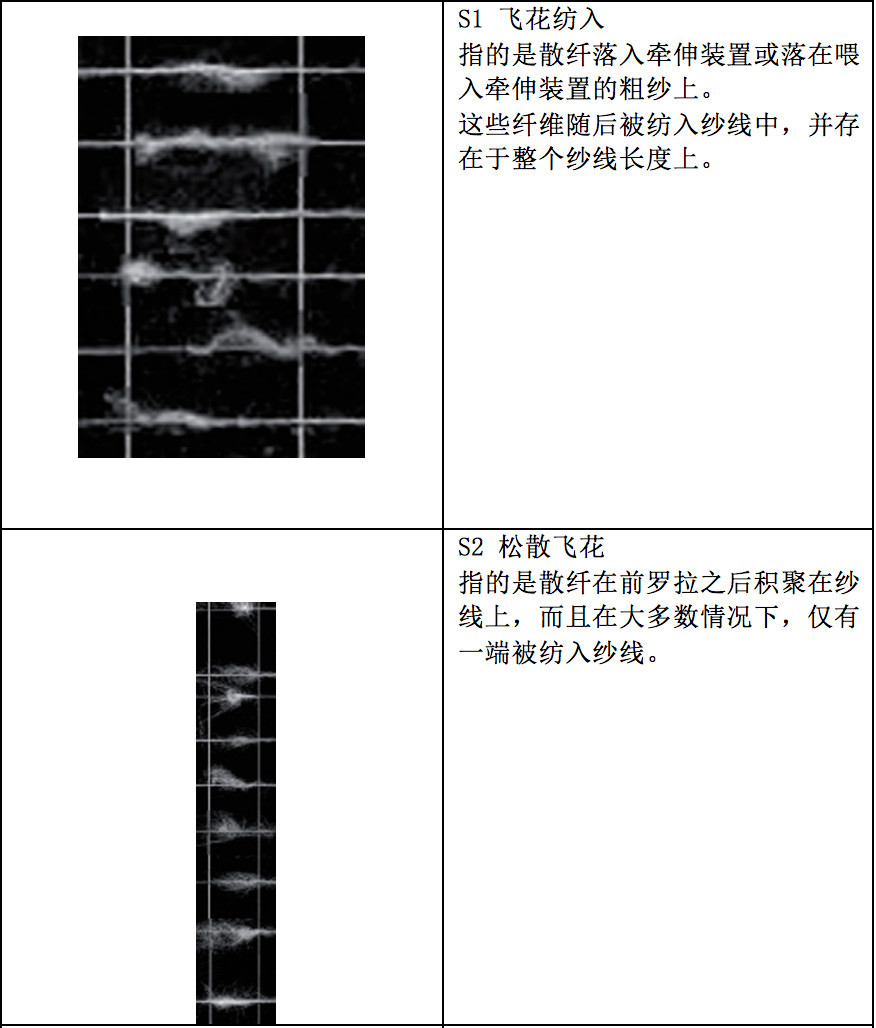
图6到图15,显示了在纺纱工序中形成的各种粗节疵点的样本。图6与图7显示了机织物中的粗节。在这里我们可以看到飞花纺入疵点(表1)。指的是散纤落入牵伸装置或落在喂入牵伸装置的粗纱上。这些纤维随后被纺入纱线中,并存在于整个纱线长度上。
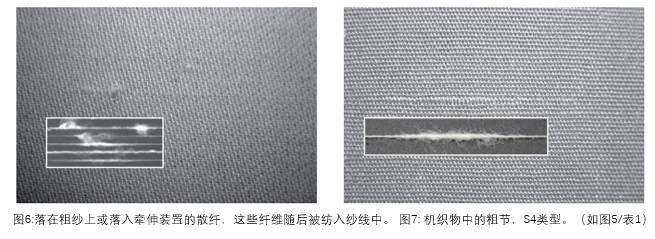
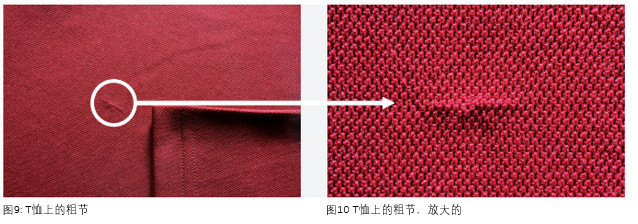
图8到图10显示了红色,100%涤纶的T恤。除非近距离的检查,否则无法看到疵点。然而,在如下放大的图片中我们发现了有害的粗节。

在图11与图12中,显示了一条100%棉的牛仔裤样本。在放大的图片中可以看到纬纱上有较长的非周期性的粗节。在白色区域中有两个有害的粗节(图12)。

图13到图15显示了女裤,材质100%棉,自由端转杯纺纱线。在上例中(图11),纬纱中存在较长的非周期性粗节。但是在图13显示的样本中,经纱中存在较长的非周期性粗节而且可以很容易观察到。在图15中,疵点被放大并用箭头标示出来。

图16到图18显示了针织物中的两个细节样本。针织物中纱线的长细节会导致严重的疵点。如图17所示,纱线上的弱环经过五次洗涤周期以后在织物上形成了孔洞。
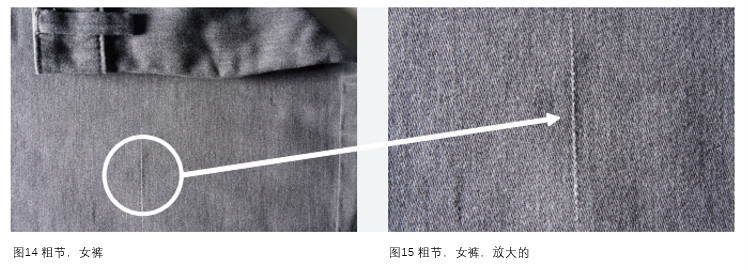
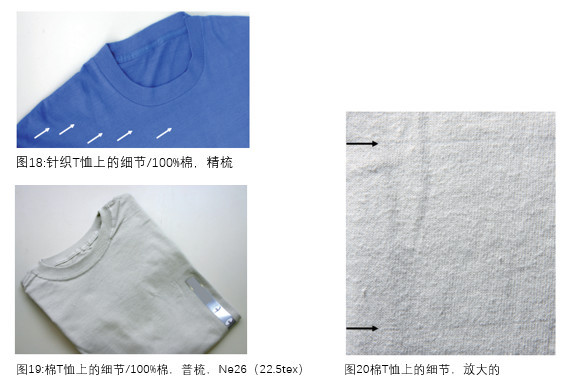
图18显示了带有细节的T恤。虽然是由100%精梳棉纱加工的,但是细节还是在布面中显示出水平线。
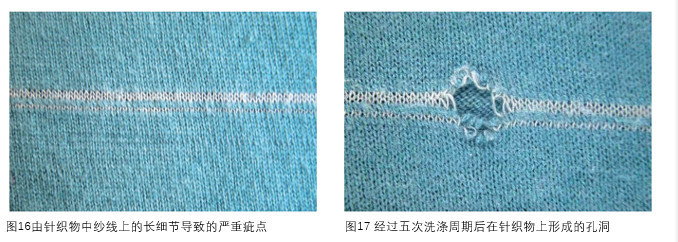
图19与图20显示了带有两条水平线的T恤,材质100% 普梳棉纱。这些线由两个黑色箭头标示出来,是由直径较普通纱线小的纱线(长细节)而生产的,随后在T恤上形成了细节疵点。
来源:乌斯特技术
 公安备案号:11010502039965
公安备案号:11010502039965